検定の方法
〜検定はどのような作業を行うのか〜
■ 型式承認機と非型式承認機
型式承認機とは
型式承認機とは、公的な機関によって事前に技術上の基準を満たしていることが承認された計量器です。
2024年3月31日までは検定制度の導入期間の為、取引または証明における計量用途に使用する自動捕捉式はかりでも型式承認をとっていない機器を新規納品することができました。2024年4月1日以降は、取引または証明における計量用途に使用し検定を受ける場合には型式承認機の導入が必要となります。
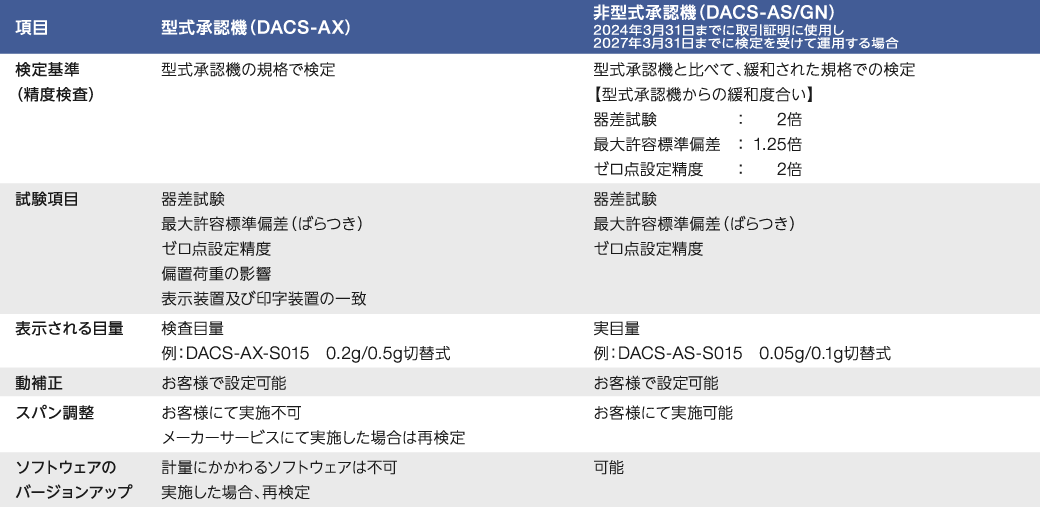
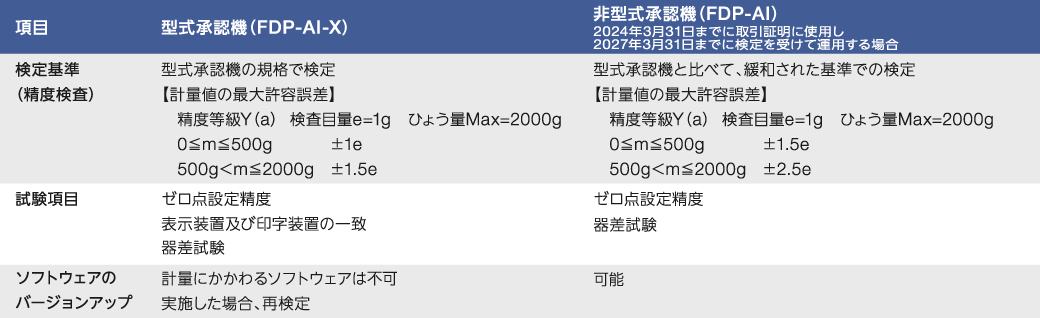
型式承認機と非型式承認機との違い
型式承認機と非型式承認機では検定項目や表示される目量や運用に違いがあります。 特に目量は同じひょう量であっても差がありますので、機種選定時に確認をお願いします。
ウェイトチェッカーの場合
自動計量値付け機の場合
■ 自動捕捉式はかりの検定
ここでは、自動捕捉式はかりの検定はどのような作業を行うかウェイトチェッカーと自動計量値付け機を例に解説します。
型式承認機ではないウェイトチェッカー、自動計量値付け機の検定は下記を参考にしてください。
ウェイトチェッカーの検定(型式承認機・非型式承認機)
検定の準備
検定を受ける範囲(使用計量範囲・使用最大動作速度)やその他の条件を決定します。最大と最小の試験荷重、場合によっては中間の試験荷重の数点にて試験を実施します。
使用範囲(使用計量範囲・使用最大動作速度)の決定
実際の生産や運用に合わせた検定を実施するために、使用範囲に限定して検定を実施することができます。検定では、使用する計量範囲において、使用最大動作速度にて計量する試験を行います。
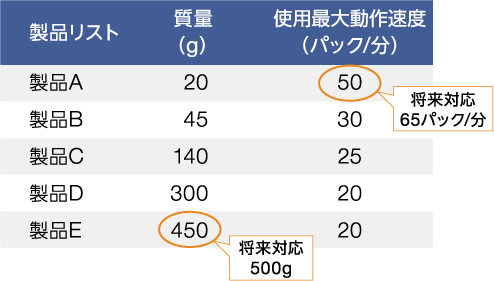
生産する製品リスト
-
①検定を実施する計量範囲の決定
- 生産する製品リストの最小は20g、最大は450g
将来的な生産も考え最大荷重は500gとする。 - ⇒ 使用計量範囲は20g~500gに決定。
- 生産する製品リストの最小は20g、最大は450g
-
②検定を実施する使用最大動作速度の決定
- 生産する製品リストの使用最大動作速度は50パック/分
将来的な増産も考えて使用最大動作速度は65パック/分とする。 - ⇒ 使用最大動作速度は65パック/分に決定。
- 生産する製品リストの使用最大動作速度は50パック/分
POINT
検定の範囲外の生産を行うことになったら
使用範囲を限定して検定を実施した場合、その範囲を超える質量や使用最大動作速度での生産を行う際は、再検定が必要になります。将来的な生産計画を見越して、範囲を決めることが重要となります。
試験実施
- ゼロ点設定精度
※自動ゼロ点設定がONの場合、本試験項目は不要です。
メーカーでのみ設定確認・変更が可能なため、ご不明な場合はお問い合わせください。
計量コンベヤの上に何も載っていないことを確認し、無負荷の状態でゼロ点キーを押し、直後のはかりの表示値を確認し合格範囲に入っているか判定をします。 - 最大許容標準偏差/器差検定
校正・点検されたはかりで計量した試験荷重(お客様の計量物)の真の値と、ウェイトチェッカーで計量した結果の差(器差)を求め、そのばらつきと平均を算出し合否判定を行います。 1㎏以下の計量物であれば 60 回流して結果を求めます。 - 偏置荷重の影響 ※型式承認機のみ必要な試験項目
ウェイトチェッカーの計量コンベヤの端(手前側と奥側の2か所)製品が通るように流し、コンベヤのどこを製品が流れても計量精度が担保されているかを確認する試験です。
コンベヤの手前側と奥側の2か所に製品を流し、最大許容標準偏差/器差検定を同じ要領で器差を求め、ばらつきと平均を算出し合否判定を行います。1㎏以下の計量物であれば各 60回流して結果を求めます。
自動計量値付け機の検定(型式承認機・非型式承認機)
検定の準備
検定を受ける範囲(使用計量範囲)やその他の条件を決定します。 最大と最小の試験荷重、場合によっては中間の試験荷重の数点にて試験を実施します。
検定範囲(使用計量範囲)の決定
実際の生産や運用に合わせた検定を実施するために、使用範囲に限定した検定を実施することができます。
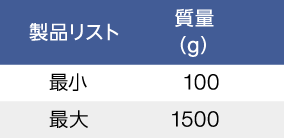
生産する製品リスト
-
検定を実施する計量範囲の決定
- 生産する製品はリスト上最小は100g、最大は1500g
将来的な生産も考え最大荷重は1800gとする。 - ⇒ 使用計量範囲は50g~1800gに決定。
- 生産する製品はリスト上最小は100g、最大は1500g
POINT
検定の範囲外の生産を行うことになったら
使用範囲を限定して検定を実施した場合、その範囲を超える質量や使用最大動作速度での生産を行う際は、再検定が必要になります。将来的な生産計画を見越して、範囲を決めることが重要となります。
試験実施
- ゼロ点設定精度
従来行ってきた「ゼロ点設定精度」の試験項目については、2026年2月のJIS改正により実施基準が変更されました。イシダのFDPシリーズは、全ての計量サイクルの一部に自動ゼロ点設定装置が動作する条件を満たすため、当該試験が免除となります。 - 器差検定
校正・点検されたはかりで計量した試験荷重(お客様の計量物)の真の値と、自動計量値付け機で計量した結果の差(器差)を求め、許容誤差と比較して合否判定を行います。 最大・最小・場合によって中間質量のサンプルを10回流して結果を求めます。
■ 資料ダウンロード
ウェイトチェッカー、自動計量値付け機それぞれの詳細な条件の決め方や、
試験の合否判定の仕方についてまとめた資料をダウンロードいただけます。




![計量制度改正に向けた新型ウェイトチェッカー DACS-AS series [製品詳細ページへ]](img/bnr01_01.png)
![自動計量値付機FDP-AI [製品詳細ページへ]](img/bnr01_02.png)